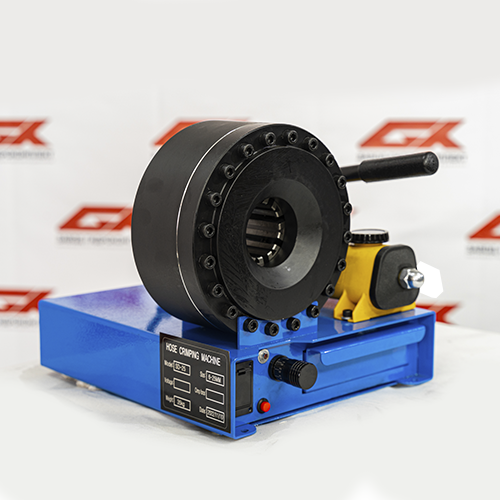
Обжимной станок UT-51TS

UT-51TS - это гидравлический станок для опрессовки шлангов, рукавов высокого давления, кабельной и трубной продукции. Устройство может использоваться для работы с изделиями, чей внутренний размер сечения составляет 6 мм до 51 мм, а внешний – 15-87мм. Станок надежный и функциональный. Изготовлен из высококачественных материалов и рассчитан на продолжительный срок эксплуатации.
- Технические характеристики
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
- Сетевое питания………….380В
- Диаметр рукавов (мм)…....6 - 50
- Тип рукава………………...4SH, 4SP, R14, R15
- Мощность сжатия………...1000 тонн
- Скорость работы………….600 циклов/час
- Мощность двигателя……..4 кВт
- Габариты (мм)…………….800*700*1450
- Вес без упаковки (кг) …… 850 кг
КОМПЛЕКТНОСТЬ НАИМЕНОВАНИЕ
- Паспорт — 1
- Набор матриц (комплект) — 14
- Разборная подставка — 1
- Лампа — 1
- Электропедаль — 1
ОСОБЕННОСТИ
- Ключевое отличие данного станка 1000 тонн усилия
- Особенность заключается в его скорости опрессовки
- Способен обжать резину 4SP, 4SH
- Прост в подключении
- Пуско-наладочные работы занимают 20 минут
ПУСКО-НАЛАДОЧНЫЕ РАБОТЫ
1. Производится заправка масла в гидробак.
2. Запусти с последующим разведением кулачков в максимальное положение
3. Смазать поверхность скольжения кулачков специализированным смазочным средством
4. Вывести лимп в 0. Произвести сведение кулачков до минимального занижения. В процессе сжатия возможны рывки.
5. Развести кулачки до максимального значения и удерживать в таком положении не менее 5 секунд.
6. Повторить процедуру 5-6 раз, периодически смазывая рабочие поверхности, до появления плавного хода.